
Jednowarstwowy dysza do cięcia laserowego i dwuwarstwowa dysza do cięcia laserowego mają następujące główne różnice w strukturze i działaniu:
Projekt konstrukcyjny:
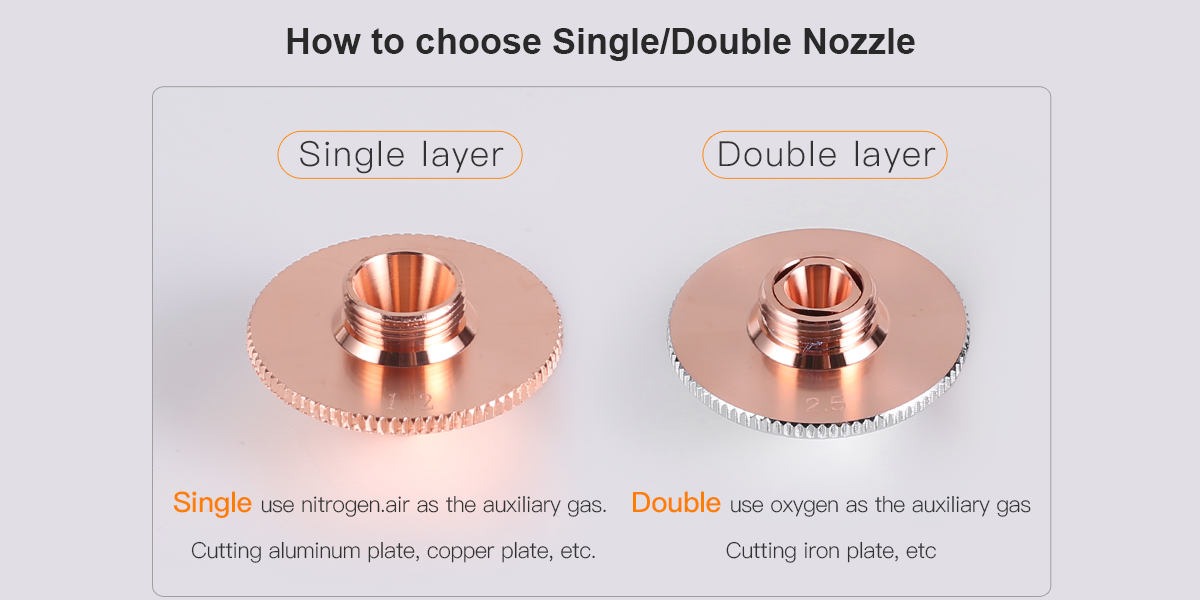
Dysza jednowarstwowa: Jednowarstwowa dysza do cięcia laserowego posiada tylko jedną warstwę kanału przepływu powietrza, a strumień powietrza jest wyrzucany przez otwór i działa bezpośrednio na obszar cięcia.
Dysza dwuwarstwowa: Dwuwarstwowa dysza do cięcia laserowego posiada dwa kanały przepływu powietrza, zazwyczaj warstwę wewnętrzną i warstwę zewnętrzną, z których odpowiednio można wyrzucać strumień powietrza.
Kontrola przepływu powietrza:
Dysza jednowarstwowa: Ponieważ istnieje tylko jeden kanał przepływu powietrza, kierunek i prędkość przepływu powietrza są stosunkowo stałe i nie jest łatwo dokonać skomplikowanych regulacji.
Dysza dwuwarstwowa: może kontrolować przepływ powietrza odpowiednio w warstwie wewnętrznej i zewnętrznej oraz elastycznie regulować ciśnienie i kierunek przepływu powietrza, zwiększając w ten sposób efekt cięcia i dokładność.
Scenariusz zastosowania:
Dysza jednowarstwowa: nadaje się do cięcia cienkich materiałów oraz zastosowań o niskich wymaganiach co do jakości cięcia, ma prostą konstrukcję i niski koszt.
Dysza dwuwarstwowa: nadaje się do cięcia grubych materiałów i miejsc o wysokich wymaganiach dotyczących jakości cięcia, umożliwia lepszą kontrolę żużlu i gazu powstających w trakcie cięcia i zapewnia gładszą powierzchnię cięcia.
Jakość cięcia:
Dysza jednowarstwowa: ze względu na pojedynczy przepływ powietrza, podczas cięcia łatwo o przywieranie żużlu, a powierzchnia cięcia może nie być wystarczająco gładka.
Dysza dwuwarstwowa: Dzięki kontroli przepływu powietrza w podwójnej warstwie można skutecznie ograniczyć powstawanie i przywieranie żużlu, a także poprawić gładkość i jakość cięcia powierzchni.
Koszt:
Dysza jednowarstwowa: niskie koszty produkcji, odpowiednie dla małych zakładów przetwórczych i przedsiębiorstw o ograniczonym budżecie.
Dysza dwuwarstwowa: Ze względu na złożoną konstrukcję i wysokie koszty produkcji urządzenie to może znacznie poprawić wydajność i jakość cięcia, a także nadaje się do profesjonalnego cięcia laserowego i zastosowań przemysłowych wymagających wysokiej precyzji.

W dyszy do cięcia laserowego różne rozmiary otworu mają znaczący wpływ na proces cięcia, w tym prędkość powietrza, jakość cięcia, prędkość cięcia i adaptowalność materiałów do cięcia. Poniżej przedstawiono konkretne znaczenia reprezentowane przez różne rozmiary porów:
Prędkość i ciśnienie powietrza:
Mały otwór: Mniejszy otwór wytworzy większą prędkość powietrza i wyższe ciśnienie. Pomaga to skuteczniej usuwać żużel i tlenek w obszarze cięcia oraz poprawia jakość i dokładność cięcia. Nadaje się do precyzyjnego cięcia cienkich materiałów.
Duży otwór: większy otwór wytworzy niższą prędkość powietrza i niższe ciśnienie, ale obejmie szerszy zakres. Nadaje się do cięcia grubych materiałów, które mogą zapewnić wystarczające pokrycie przepływu powietrza, aby pomóc rozproszyć ciepło i usunąć żużel.
Jakość cięcia:
Mały otwór: zapewnia bardziej skoncentrowany przepływ powietrza, co jest bardziej odpowiednie do precyzyjnego cięcia, a także pozwala uzyskać lepszą jakość krawędzi tnącej i zmniejszyć zadziory i chropowatość.
Duży otwór: odpowiedni do obróbki zgrubnej i cięcia grubych materiałów. Chociaż jakość krawędzi tnącej może być nieco niższa, może zapewnić wystarczające pokrycie przepływu powietrza i chłodzenie.
Prędkość cięcia:
Mały otwór: Dzięki skoncentrowanemu przepływowi powietrza i wysokiemu ciśnieniu zazwyczaj można osiągnąć dużą prędkość cięcia, ale technologia ta jest wykorzystywana głównie do cienkich materiałów i precyzyjnego cięcia.
Duży otwór: prędkość cięcia jest stosunkowo niska, ale nadaje się do cięcia grubych materiałów, zapewniając całkowite schłodzenie materiału i usunięcie żużlu podczas cięcia.
Materiały stosowane:
Mały otwór: odpowiedni do precyzyjnego cięcia cienkich płyt metalowych, drobnych części, stali nierdzewnej, aluminium i innych materiałów.
Duży otwór: odpowiedni do cięcia grubych płyt metalowych, stali węglowej, stali stopowej i innych materiałów, a także do zastosowań wymagających dużego przepływu powietrza i efektu chłodzenia.
Przykład:
Mała apertura (np. 1,0 mm lub 1,5 mm):
Zalety: wysoka precyzja i wysoka jakość cięcia.
Zastosowanie: drobne części, cienkie blachy, stal nierdzewna, aluminium itp.
Duży otwór (np. 2,5 mm lub większy):
Zalety: Nadaje się do grubych materiałów, dobre chłodzenie i odprowadzanie żużlu.
Zastosowanie: blacha gruba, stal węglowa, stal stopowa, itp.
Wybór rozmiaru otworu powinien być określony zgodnie z grubością materiału do cięcia, wymaganiami jakości cięcia i konkretnymi wymaganiami dotyczącymi przetwarzania. Mały otwór jest odpowiedni do cięcia materiałów o wysokiej precyzji i cienkich, podczas gdy duży otwór jest odpowiedni do grubych materiałów i sytuacji z wysokimi wymaganiami dotyczącymi efektu chłodzenia. Rozsądny dobór wielkości apertury może znacząco poprawić wydajność i jakość cięcia laserowego.
