
Еднослоен дюза за лазерно рязане и двуслойната дюза за лазерно рязане имат следните основни разлики в структурата и функцията:
Структурен дизайн:
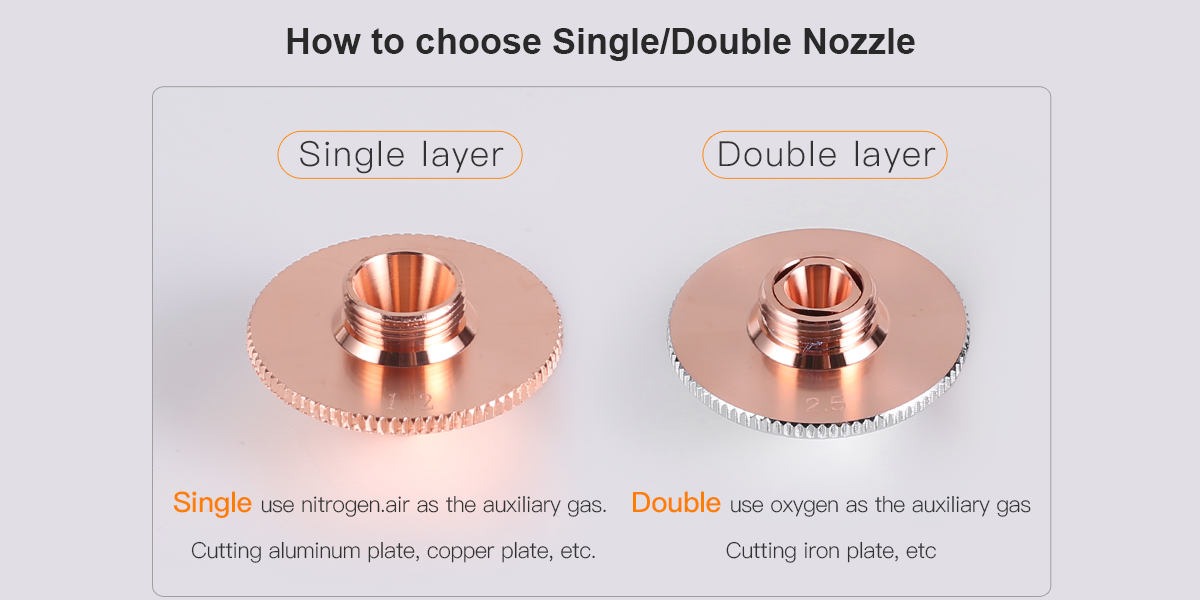
Еднослойна дюза: Еднослойната дюза за лазерно рязане има само един слой канал за въздушен поток, а въздушният поток се изхвърля от отвор и действа директно върху зоната на рязане.
Двуслойна дюза: Двуслойната дюза за лазерно рязане има два канала за въздушен поток, обикновено вътрешен слой и външен слой, от които съответно може да се изхвърля въздушен поток.
Контрол на въздушния поток:
Еднослойна дюза: Тъй като има само един канал за въздушен поток, посоката и скоростта на въздушния поток са относително фиксирани и не е лесно да се извършват сложни настройки.
Двуслойна дюза: Той може да контролира въздушния поток съответно във вътрешния и външния слой и гъвкаво да регулира налягането и посоката на въздушния поток, като по този начин подобрява ефекта на рязане и точността.
Сценарий на приложение:
Еднослойна дюза: Подходящ за рязане на тънки материали и случаи с ниски изисквания за качество на рязане, с проста структура и ниска цена.
Двуслойна дюза: Подходящ за рязане на дебели материали и места с високи изисквания за качество на рязане, което позволява по-добър контрол на шлаката и газовете, генерирани по време на рязане, и осигурява по-гладка повърхност на рязане.
Качество на рязане:
Еднослойна дюза: Поради единичния въздушен поток, лесно се получава адхезия на шлака по време на рязане и повърхността на рязане може да не е достатъчно гладка.
Двуслойна дюза: Чрез контрола на двуслойния въздушен поток, образуването и адхезията на шлака могат да бъдат ефективно намалени и гладкостта и качеството на рязане на режещата повърхност могат да бъдат подобрени.
Цена:
Еднослойна дюза: ниска производствена цена, подходяща за малки преработвателни предприятия и предприятия с ограничен бюджет.
Двуслойна дюза: Поради сложния си дизайн и високата си производствена цена, той може значително да подобри ефективността и качеството на рязане и е подходящ за професионално лазерно рязане и високопрецизни промишлени приложения.

В дюзата за лазерно рязане, различните размери на отвора имат значително влияние върху процеса на рязане, включително скоростта на въздуха, качеството на рязане, скоростта на рязане и адаптивността на режещите материали. По-долу са представени специфичните значения, представени от различните размери на порите:
Скорост и налягане на въздуха:
Малък отвор: По-малкият отвор ще осигури по-висока скорост на въздуха и по-високо налягане. Това е полезно за по-ефективно отстраняване на шлаката и оксида в зоната на рязане и подобрява качеството и точността на рязане. Подходящ за фино рязане на тънки материали.
Голям отвор: по-големият отвор ще осигури по-ниска скорост на въздуха и по-ниско налягане, но ще покрие по-широк диапазон. Подходящ за рязане на дебели материали, което може да осигури достатъчно покритие на въздушния поток, за да се разсее топлината и да се отстрани шлаката.
Качество на рязане:
Малък отвор: той може да осигури по-концентриран въздушен поток, който е по-подходящ за фино рязане, и може да постигне по-високо качество на режещия ръб и да намали грапавостта и неравностите.
Голям отвор: подходящ за груба обработка и рязане на дебели материали. Въпреки че качеството на режещия ръб може да е малко по-ниско, той може да осигури достатъчно покритие на въздушния поток и охлаждане.
Скорост на рязане:
Малък отвор: Поради концентрирания въздушен поток и високото налягане обикновено може да се постигне висока скорост на рязане, но се използва главно за тънки материали и фино рязане.
Голям отвор: скоростта на рязане е сравнително бавна, но е подходяща за работа с дебели материали, като гарантира, че материалите могат да бъдат напълно охладени и шлаката може да бъде отстранена по време на рязане.
Приложими материали:
Малък отвор: подходящ за високопрецизно рязане на тънки метални плочи, фини части, неръждаема стомана, алуминий и други материали.
Голям отвор: подходящ за рязане на дебели метални плочи, въглеродна стомана, легирана стомана и други материали, както и за приложения, изискващи голям въздушен поток и охлаждащ ефект.
Пример:
Малка бленда (напр. 1,0 мм или 1,5 мм):
Предимства: висока прецизност и високо качество на рязане.
Приложение: Фини части, тънки плочи, неръждаема стомана, алуминий и др.
Голяма бленда (напр. 2,5 мм или повече):
Предимства: Подходящ за дебели материали, добър охлаждащ и шлакоотводен ефект.
Приложение: дебела плоча, въглеродна стомана, легирана стомана и др.
Изборът на размер на отвора трябва да се определи според дебелината на режещия материал, изискванията за качество на рязане и специфичните изисквания за обработка. Малкият отвор е подходящ за рязане на високопрецизни и тънки материали, докато големият отвор е подходящ за дебели материали и случаи с високи изисквания за охлаждащ ефект. Разумният избор на размер на блендата може значително да подобри ефективността и качеството на лазерното рязане.
